J’avais décidé en septembre dernier de me lancer dans le montage d’une « Mostly Printed CNC ». Je voudrais partage ici quelques details sur l’aventure.
Il s’agit d’une machine à commande numérique qui permettra, suivant l’outil qui sera mis dessus, d’en faire une fraiseuse, un traceur, une découpeuse vinyle, voire d’une découpeuse laser DIY …
Ted, sur son site http://www.vicious1.com, propose gratuitement le design qu’il a créé pour cette machine. Chacun peut alors se fabriquer la sienne.
On peut, soit acheter soi même l’ensemble des éléments, soit il vend un kit de l’ensemble des pièces : cartes électronique, visserie, roulements, câbles, moteurs pas à pas, crémaillères, etc.
Il faut ajouter un ensemble de pièces à imprimer sur un imprimante 3D (il fourni les fichiers sur Thingiverse), ainsi que des tubes en acier qui formeront le cadre.
On peut choisir les dimensions voulues. Ted recommande de ne pas dépasser 1 m par 1 m
L’idée était séduisante, l’engagement financier très raisonnable (350€ environ), j’ai donc commandé son kit, et je le propose de vous raconter les différentes étapes de la construction.

L’achat du Kit
J’ai acheté le kit sans les pièces imprimées, soit 240 USD
Attention, il a fallu ajouter 68 € de douane en allant chercher le colis à la poste …
Il faut compléter le kit par l’achat de tubes en acier. de 25 mm de diamètre. A cette étape il faut se décider sur la taille : ce sera 70cm par 70cm pour pouvoir la poser sur une table.

Ajouter aussi une planche à la dimension voulue.
Enfin, si vous imprimez les pièces il faudra compter 1,6 kg de filmant, soit 40 Euro environ
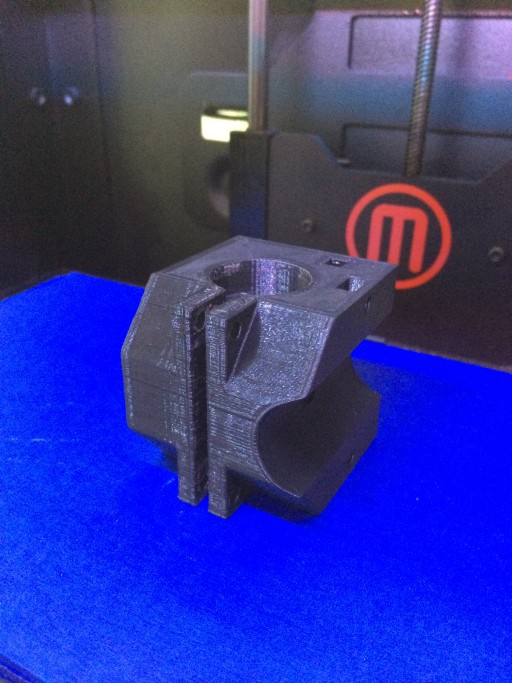
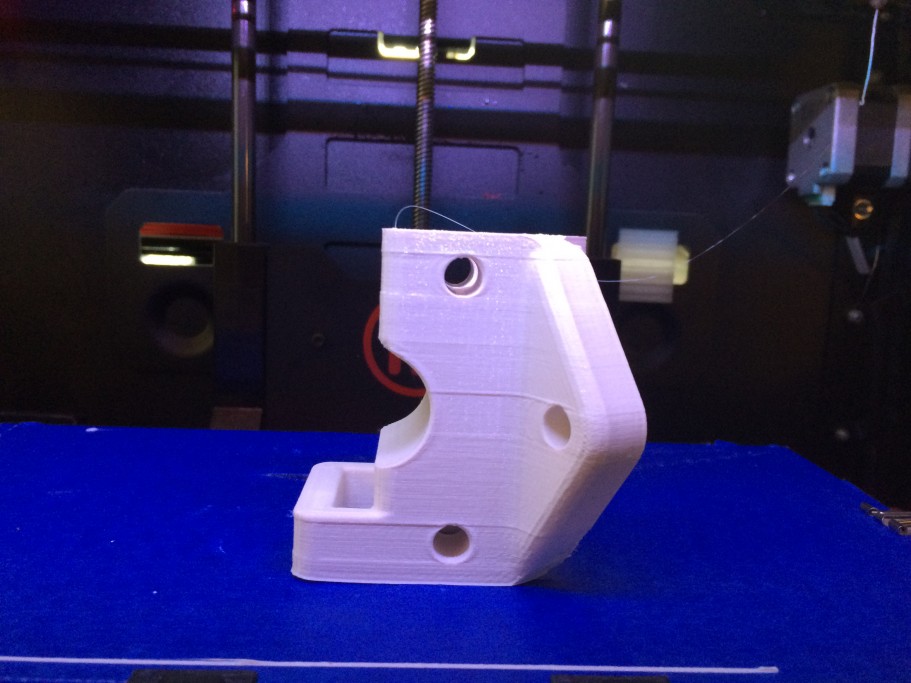
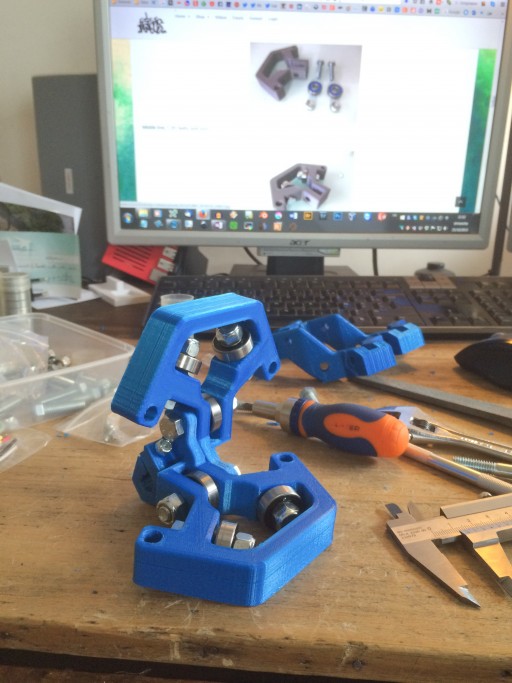
L’impression des pièces
Ensuite, il faut imprimer les pièces. 130 heures d’impression c’est long …
J’ai suivi les conseil pour les infil décrits sur cette page.
Le principal souci que j’ai eu est que mon imprimante, une Makerbot Replicator 2, a tendance à diminuer les trous intérieurs d’un demi millimètre. Et je peux assurer qu’un tube de 25 mm ne rentre définitivement pas dans une ouverture de 24.5 mm.
Donc un petit travail de rectification a été nécessaire sur certaines pièces (une opération booléenne avec un cylindre, faite avec Blender).
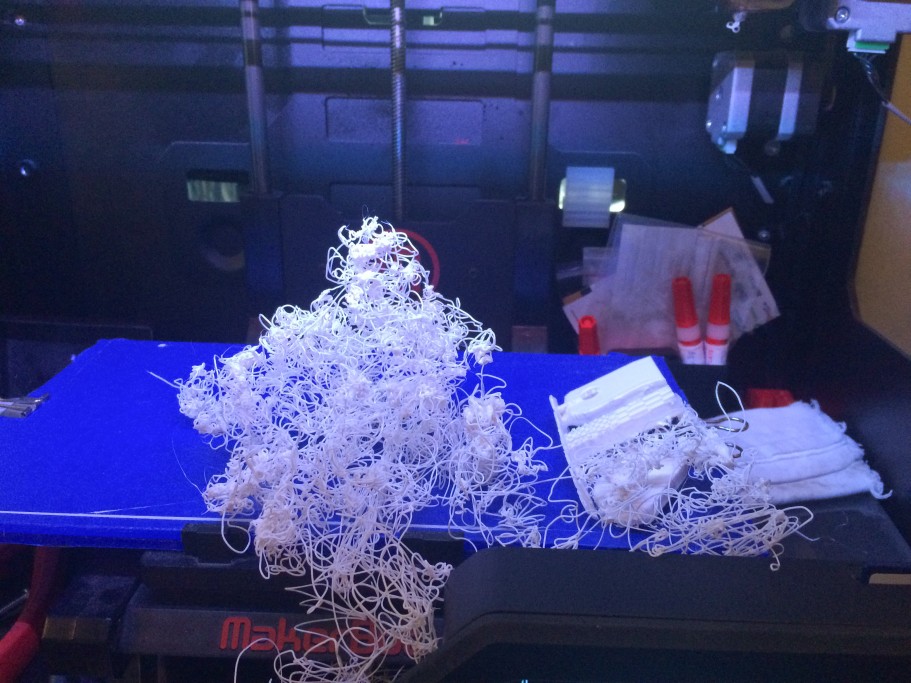
Et quelques erreur aussi :
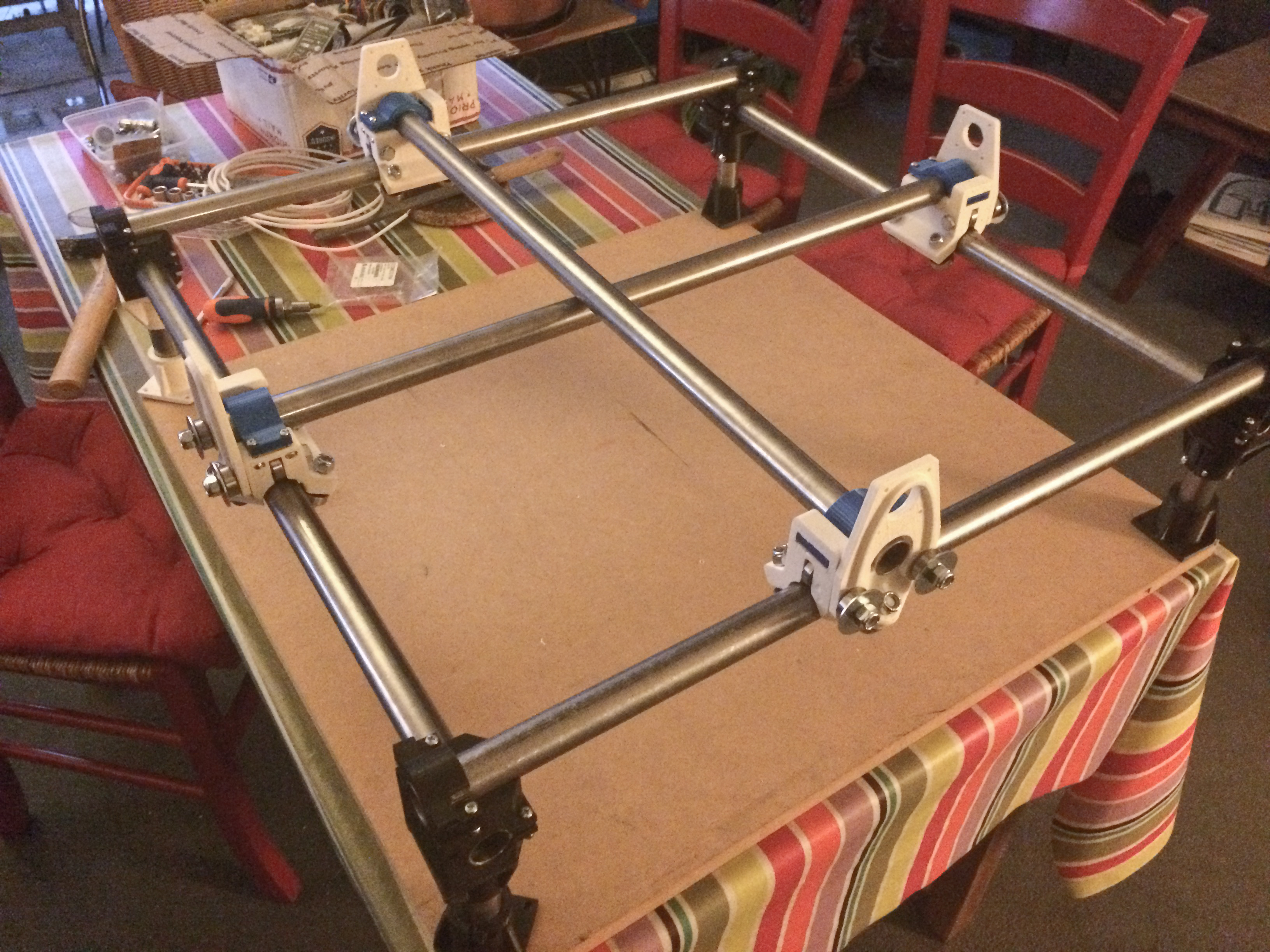
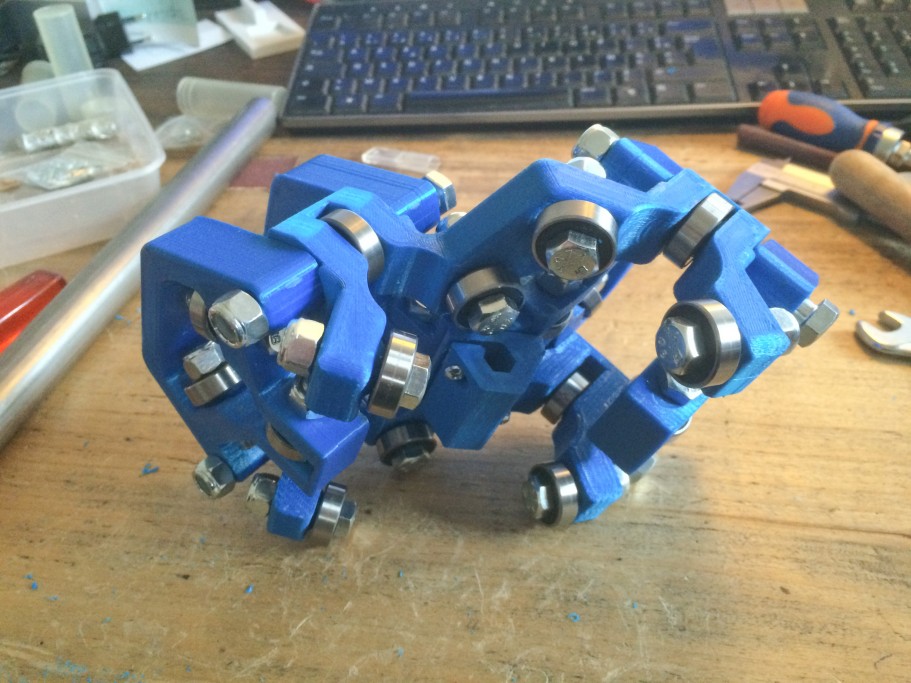
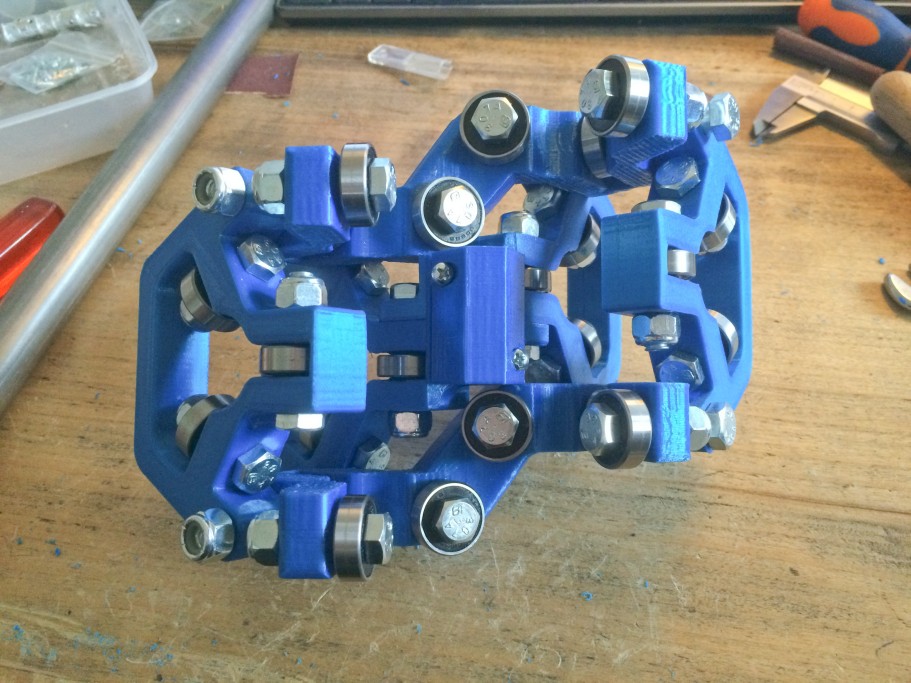
Le montage mécanique
Le montage fut progressif, au rythme d’impression des pièces.
Dans l’ensemble pas de difficulté particulière.

Le montage électronique
Le montage électrique est simple lui aussi. La carte Arduino arrive avec le logiciel Marlin déjà installé et configuré. Les drivers de la carte Ramp sont eux aussi déjà réglés.
La CNC se pilote simplement avec RepetierHost, utilisé habituellement pour piloter les imprimante 3D Reprap. Il permet de se connecter à la CNC, de charger et éditer le Gcode, de piloter les moteurs en manuel. L’affichage graphique des déplacement par contre ne fonctionne pas toujours.
Il faut ajouter une résistance sur la carte Ramp, car Marlin ne fonctionne pas sans sonde de température (sécurité prévue pour les imprimantes 3D).
Péripétie : un tube d’acier posé de 25 mm posé sur le bureau, ça roule … et quand ca touche la carte … une odeur de brulé … et il faut racheter un Arduino !
Premiers essais
Pour les premiers essai, avec un stylo comme outil, et du Gcode édité manuellement :
Fraisage
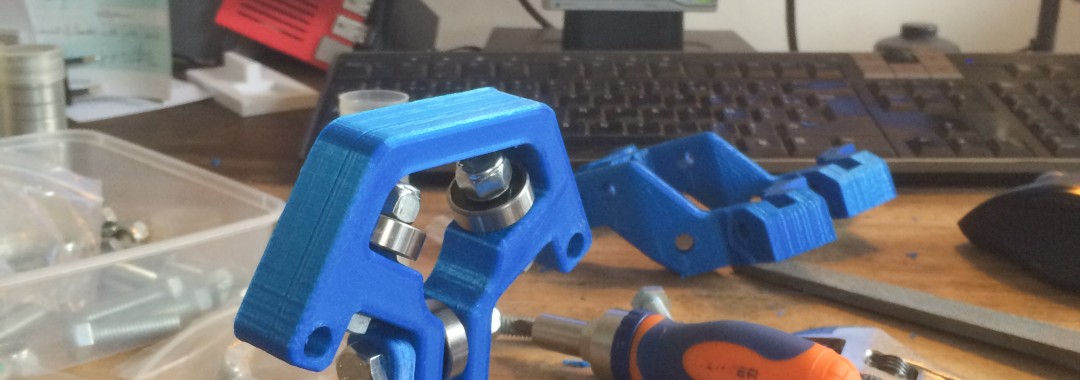
Pour faire du fraisage, j’utilise une Dremel 3000 avec des fraises achetées sur cncfraises.fr
J’ai réalisé un support pour cet outil (à publier)
Pour générer le Gcode, j’utilise le logiciel CamBam (à décrire)
A l’usage
A l’usage cette machine s’avère assez peu adaptée au fraisage : le pivot central est trop souple et se déforme des que ça force un peu. Ça oblige à des vitesses d’avance lentes (500 mm/mn pour le bois, 300 en gravage de PCB) et des épaisseurs de couche fines.
Le gros avantage de cette machine est sa simplicité, elle est « scalable » (on choisi simplement ses dimensions, elle peuvent d’ailleurs changées ultérieurement)
Cette machine sera très prochainement transformer en imprimante 3D grande taille ou en imprimante 3D céramique : à suivre ….
Fabmanager chez Les Fabriqueurs
gregoire @ fabriqueurs.com
Joli travail
J’ai quelques questions car j’aimerai imprimer la mienne et me lancer dans la CNC. Pouvez vous me contacter par e-mail ou me donner le votre
Cordialement
Pas sur que vous ayez recu mon mail.
Vous pouvez me joindre à gregoire(at)fabriqueurs.com
Vous pouvez passer aussi a un de nos prochains atelier, nous discuterons autour de la machine 🙂
Nous serons à la Makerfaire Paris 2016 avec notre MP CNC si vous avez l’occasion de vous y rendre …
Bonsoir.
Je suis en train de démarrer un projet MPCNC aussi.
Vous dites que le Z est trop souple.
Quelle version du support moteur utiles vous? La première ou la version renforcée?
Hello ! Je viens de terminer la mienne 🙂
J’ai une question, vous faite des passes de combien de profondeur pour couper le comtreplaqué ??
@Laloubere Si vous parlez du ‘Better Middle Z comme étant la version renforcée, oui.
Sinon je n’ai pas compris.
Le design du noyau central, fait, qu’avec les souplesse du plastique, les légers jeux de boulons et roulements, ça génère une souplesse en final. Si je bloque X et Y et que j’appuie latéralement au niveau de la pointe de mon outil je peux sans forcer déplacer latéralement cette tête de 2 mm environ. Des que ça force la fraise prends donc un retard sur sa position.
Il faut que je revoie si en resserrant plus précieusement chaque boulon j’ameliore un peu la chose. S’il sont trop serré ça ne coulisse plus sur les axes ..
@APACH Ça dépend de la taille de la fraise, de son nombre de dents, de la vitesse de rotation, de la vitesse d’avance …. 🙂
Disons de l’ordre de 0.5 à 1mm par passe pour un bois tendre avec une fraise de 3mm.
Après il faut faire des essais, je ne suis pas encore très callé …
Un petit mot du concepteur de la MPCNC à notre sujet :
http://www.vicious1.com/the-fabriqueurs/
Bonjour,
Je n’arrive pas à trouver le bon firmware et le bon grbl pour le pc.
La résistance pour remplacer la sonde de température est de combien d’ohms?
Hello, merci. Je viens de faire des essais, j’arrive à faire du 3mm d’un coups avec un foret de 3,7mm à 8mm/s. Plus vite ça commence à être chaud. J’ai aussi le jeu dans l’axe Z mais cela ne semble pas gêner les découpes que j’ai fais.
C’est surtout quand j’ai fraisé des cercles que j’ai vu les limites : des que ça forçaient trop, ils n’étaient as ronds ..
J’ ai commencé la construction de la mpcnc en version 2 pour le support moteur. J’ aurai certainement besoin d’aide à l’ approche de la programmation de la Cnc. Étant un « vieux » outilleur je ne me fais aucune illusions sur les capacités de la machine. Je m’ oriente plus vers le laser ou le gravité. Mello
N’hésitez pas quand vous aurez des questions 🙂
Bonjour !
Je viens de finir de construire et câbler ma MPCNC, tous les axes fonctionnent sous repetier en manuel.
Arrive maintenant la partie logicielle où je suis complètement débutant !
J’ai plein de questions pour une utilisation fraisage (Affleureuse Makita 700w):
1- avec quel logiciel édite-on le dessin de base ?
2- comment passer du dessin au g-code ?
3- comment caler le « home » avant de lancer la machine ?
4- comment régler la profondeur et la vitesse de passes ?
Merci 🙂
Romain
Bonjour,
J’étais un peu occupé ces derniers jours. Je vais prendre le temps de détailler ces points dans l’article.
Le principe :
– on part d’un dessin vectoriel pour les contours de découpe, par exemple dans Inkscape ou Illustrator. On en génère un .DXF
– avec un logiciel CNC on va générer du gcode, c’est a dire les instruction de déplacement de l’outil. J’ai utilisé CamBam (payant mais tu as 40 lancements gratuits pour te faire une idée). Tu y charge ton contour et tu lui fais calculer les déplacement compte tenu principalement du diamètre de ta fraise, si c’est une découpe extérieure, ou intérieure (un trou), ou une gravure (la fraise suit le chemin), ou un « poche » (une surface est creusée). Tu indiques les pas (1mm par mm par exemple) et la profondeur finale d’usinage.
– Ensuite tu envoies le gcode à la machine. Si c’est bien le code Marlin que tu utilises dans l’arduino (déjà implanté si tu es parti du kit), tu peux utiliser RepetierHost. Avant de tenter le gcode, RepetierHost te permet de piloter manuellement X,Y,Z, ce qui fera déjà bouger ta CNC.
Pour ce qui est du calage du home, je n’ai pas configuré de end-stop : je pilote manuellement pour mettre ma fraise au raz du bloc à usiner, et j’envoie un reset avec RepetierHost. Le code dans l’arduino se considère à zéro. L’usinage travaille avec des Z négatifs.
Si tu es sur Paris, passe nous voir à Malakoff et je te fais une démo ? Les prochains ateliers (page Agenda) c’est ce jeudi soir ou samedi après-midi.
Merci pour ta réponse !
Merci aussi pour l’invitation, ça aurait été avec grand plaisir, mais ça va faire un peu loin car je suis sur Montpellier 😉
Je n’ai pas utilisé le kit, mais j’ai téléchargé le Marlin préconfiguré proposé sur le site de Vicious, j’ai juste modifié les pas moteurs pour mes poulies 20 dents, tout est nickel en manuel et la mesure des déplacements est juste.
J’ai déja construit une reprap Mendel avec une ramps 1.4 et Marlin, je connais aussi repetier car je l’utilise pour l’impression 3D, ce quie st vraiment nouveau , c’est l’édition des DXF ( je fais mes stl sous solidworks pour la 3D) et sa translation en Gcode via un petit soft, c’est plus simple quand on tranche une piece 3D avec Slic3r !
En effet Montpellier, c’est moins pratique pour le jeudi soir …
Je reprécise pour le home : il n’est pas toujours facile de fixer au bon endroit son « brut » sur la machine. Le fixer sur un « zéro » prédéfini ajouterai une contrainte. C’est pour cela qu’il est plus simple de fixer son brut, simplement en respectant le parallélisme sur X et Y, puis de placer ensuite son zéro sur un point identifiable de cette pièce à découper.
En gros dans Cambam tu place ton contour par rapport a un coin de ta planche. Tu fixe ensuite ta planche? Et avant de commancer tu place ta fraise sur ce coin et tu envoi un reset au Marlin: il se considèere alors a Zero.
Personnellement j’ai commencé avec un stylo pluto qu’une fraise et j’en ai profité pour tracer des lignes sur la planche de support.
Commence doucement les usinages : fait des pas d’un mm ou d’un demi mm.
Un détail aussi : dans le Gcode, la parenthèse ouvrante est utilisée pour marquer une ligne de commentaire. RepetierHost ver un point virgule. Ça m’a bloqué un moment … Ça se configure dans Cambam.
Bonjour,
J ai terminé ma mpcnc (encore le câblage a bien terminé ): mega arduino + ramps 1.4 + 5 driver 8825
J utilise estlcam version 09 qui permet de contrôler les moteurs ( x et extruder1) pour les x (y et extruder 2) pour les y
Et le z pour le moteur z. Question : on fait le zéro dans un coin avec les fins de course, ensuite on travaille en positif ?
Je suis à 0,85 volt pour le réglage des drivers.
Je n’utilise pas de end stop. Comme je le précise dans mon commentaire précédent, je fixe d’abord le brut, l’endroit ou le fixer sur la machine apporte ses contraintes sur le placement : comment le coincer en le serrant proprement de chaque coté, encombrement de la pièce, etc. Ensuite je place le bout de ma fraise sur un point particulier de la pièce qui sera le x=0, y=0, Z=0. Ca peut être un coin du brut ou de l’objet, le centre, un point reconnaissable sur le brut… Je place mes contour dans le logiciel en fonction de ce zéro.
Ensuite la gravure sera du Z négatif.
Bonsoir à tous et félicitation pour ce site qui donne vraiment envie de venir vous voir. J envisage de fabriquer une mpcnc et à priori la rigidité la pénalise au niveau du fraisage. A votre avis messieurs et mesdames les fabriqueurs, en utilisant des tubes de section carré, peux t on améliorer cela? Merci et à bientôt
Mais il faut venir nous voir ! 🙂 Vous pouvez m’envoyer un mail avant si vous voulez.
Et même la voir, notre MPCNC, pour l’instant reconvertie en imprimante 3D à poterie.
La souplesse n’est pas dans le cadre, mais dans le nœud central qui est plutôt une rotule, par conception.
Le cade et les deux barre en X et Y sont bien rigides, mais ce sont les mats verticaux qui on tendance à se pencher lors d’une pression latérale.
Je ne pense pas qu’une section carrée change cela radicalement. Je pense qu’il faudrait plutôt les doubler par une seconde barre au dessus pour en faire un cadre rigide. Se rapprocher des conception plus classique pour les CNC d’un cadre bien rigide qui tient bien verticalement l’outil.
Après nous avons le premier modèle : le créateur du modèle a depuis proposé une nouvelle version plus rigide pour toutes les pièces 3D, qui assure en principe plus de rigidité.
Bonjour,
Je n’y connais rien en CNC, mais après avoir vu quelques vidéo est-ce que la solution pour votre axe Z n’est celle-ci ; http://www.thingiverse.com/thing:1096540
j’ai fabriqué cette machine.
<p>En effet, c’est interressant comme alternative. Bon, depuis elle est reconvertie en imprimante à argile … http://www.fabriqueurs.com/imprimante-ceramique-extruder-de-largile/</p>
Bonjour Grégoire,
J’ai pour projet de fabriquer une mpcnc. J’ai vu que tu proposais une démo sur Malakoff. Étant des Yvelines, nous sommes presque voisin et je suis intéressé par une démo. Est-ce toujours possible?
Mon courriel perso, ce sera plus simple, est babitruc(at)laposte(point)net
Bien à toi
Bonjour Marc,
Oui, notre MPCNC est visible dans notre atelier de Malakoff. Par contre elle a été retransformée en imprimante 3D poterie et n’est donc plus un CNC. On n’était pas très convaincu de son efficacité en CNC (souplesse latérale du noyau central) mais on n’était que sur un V1, le modèle a été repris depuis, si j’ai bien compris.
Je te propose de passer un jeudi soir lors de nos ateliers, à partir de 19h. Comme c’est moi qui l’ai montée, envoie moi un mail pour confirmer que je suis bien là. Ce jeudi on sera pas mal pris car on prépare la fête de la ville de Malakoff, mais on pourra prendre n moment pour discuter autour e la machine.
Jeudi de la semaine prochaine, j’arriverai probablement un peu plus tard.
Grégoire
Bonsoir Grégoire,
Le temps passe et je n’ai pas eu le temps de venir voir votre MPCNC. J’ai depuis peu une ANET A8. Elle fonctionne très bien. Je vais pouvoir me lancer dans le projet d’une MPCNC.
Quel est votre retour d’expérience avec cette CNC?
Vous êtes toujours sur de la poterie. Avez-vous une nouvelle expérience avec une autre machine?
Mon objectif est sur la même CNC de faire de la découpe LASER, imprimante 3D et usinage via une BROCHE pour du bois, type contre plaqué et sapin. J’aimerai également faire de l’aluminium en petite passe mais je doute de la capacité de la MPCNC.
Faut que je trouve le temps de venir vous voir pour échanger avec vous. Il n’y a pas d’urgence mais de vive voix c’est toujours plus facile ;o)
A+
Marc
Bonjour je suis actuellement en cours de fabrication de la MPCNC avec mon Anet A8 et je m ‘intéresse à la découpe laser. Je suis tombé sur plusieurs infos via le site de V1 engineering mais j’ai des doutes quand aux puissances des lasers proposés. Je voudrais donc savoir si vous avez avancé dans votre projet et quels conseils ou référence pouvez vous me donner. Je suis de plus pas un grand pro en matière d’électronique donc toute aide est la bienvenue.
Merci d’avance 🙂
Non, on n’a pas étudié de monter une tête laser (le laser DIY est plutôt compliqué dans un espace partagé…)
On a depuis acquis une CNC Open Maker Machine Plus. On en est tres content. Pour l’alu, je dirai non avec la MPCNC. On n’a pas encore essayé sur notre Open Maker Machine Plus.
Et oui, prenez le temps de passer un jeudi soir à partir de 19h 🙂
Bonjour a vous et bonne annee 2018
Je me lance dans la fabrication d une mpcnc et du cote meca je n ai pas de probleme , mais en electro je pleure
Je pense passer en arduino mega mais dans quelle config ?????
Pourriez vous etre plus precis et detaille ???
Le projet va prendre du temp faute de tresorerie.
Je suis en phase de fabrique des pieces sur une discoeasy
Je travail surfusion 360 pour l’impression 3d et mes futurs GCODE cnc
Merci a vous
Denis
Voir defibane sur thingiverse
Pour faire simple :
– il vous faudra une carte Arduino et une carte Ramp.
– il faudra flasher le logiciel Marlin dans la carte Arduino, a l’aide du logiciel Arduino depuis un PC. Le mieux est de partir de l version de Marlin préparée par Vicious1 disponible sur son site. Cette operation est vraiment identique à celle faite pour des imprimant 3D type Prusa par exemple.
– Ensuite brancher les moteurs.
– Enfin s’y connecter avec Repetier comme une imprimante 3D et envoyer le Gcode
– Si les moteurs tournent dans le mauvais sens : retourner le connecteur !
Si vous êtes en Région parisienne, passez nous voir à Malakoff !
Bonjour
Merci pour votre reponse
Helas je suis a antibes en PACA la ou il n y a rien comme groupe de travail (plaisir) identique au votre
Merci
Denis
Bonjour,
J’aimerais me lancer dans la conception d’une MPCNC, mais je je ne trouve pas certaines informations.
Les tubes d’acier doivent être les plus lisses possibles j’imagine?
Ceux ci feraient l’affaire a votre avis?
https://www.leroymerlin.fr/v3/p/produits/tube-rond-acier-brut-noir-l-2-m-x-l-2-4-cm-x-h-2-4-cm-x-diam-25-mm-e1501609063
Merci
Oui, c’est exactement ceux que j’ai utilisés.
Bonjour,
Dans le cadre d’un projet, j’aimerais me lancer dans la conception d’une MPCNC.
Je suis allé voir le kit sur V1 ENGINEERING, mais j’arrive pas à comprendre ce qu’il y a exactement dans ce kit, et qu’elle kit faut-il commander car ils en proposent 5 differents.
Merci
Pour moi ça fait bientôt trois ans …
Ce que je vois sur le site :
– Mostly Printed CNC Parts Bundle : toute l’electronique, mais sans les piece en 3D ( à imprimer soi même donc). Pour repondre a ta question par mail : pas besoin de carte Arduino : la carte Rambo est en quelque sorte un combine d’une carte Arduino et d’une carte de commande de moteur (un peu comme un arduino plus une Ramp sur les imprimante 3D reprap)
– MPCNC Printed Parts : ces kits contiennent les pièces imprimées en 3D uniquement, suivant la taille des tubes que l’on trouve sur son marché. En France plutôt du 25 mm.
La carte Rambo ce programme donc avec le logiciel arduino ?
Oui tout a fait, avec l’IDE Arduino.
Bonjour, je suis en train de monter une Mpcnc est votre expérience de celle-ci m’intéresse beaucoup.
Êtes vous toujours du coté de Malakoff ?
Mon usage sera du forex du stratifié compact et du plexi (un peu d’alu mais rare )
Quel sont pour vous les avantages et les défauts
Merci
Nous avons peu utilisé cette machine pour du fraisage. Ça fonctionnait, mais avec quelque limitations quand à la rigidité.
Depuis le design a changé donc je ne saurais dire.
Nous avons depuis transformé cette machine en imprimante 3D céramique.
Pour du forex ou de l’Alu, il faudra prévoir un kit de lubrification.
Oui nous somme sur Malakoff, vous pouvez venir nous rencontrer un jeudi soir (voir la page nous rencontre du site). Sur les deux prochains mois, nous sommes en plein déménagement, donc vérifiez bien le lieu sur l’Agenda.
Bonjour,
Avez vous toujours le code arduino permettant de pilloter la CNC?
Bonjour Lilian,
Je ne l’ai pas conservé, mais tout est décrit là : https://docs.v1engineering.com/software/