
A la demande de certains, voici la documentation sur réalisation de l’alimentation électrique. Il s’agit de mettre en place un « Arrêt d’Urgence » (ARU) pour stopper la CNC en cas de problème. Il permet d’éviter l’achat d’ ARU avec verrouillage du commerce en utilisant des inters et poussoirs courants.
La mise en route ou le redémarrage se fait avec le bouton poussoir » Marche / Réarmement ».
La Mise en marche de la broche se fait par un inter simple (il y a arrêt de la broche en cas d’arrêt d’urgence.
L’appui sur le poussoir « Marche/Réarmement » fait recoller les relais : Danger éventuel avec la broche !
 Attention: si on n’a pas arrêté la broche par son interrupteur, au réarmement la broche démarre !!!.
Attention: si on n’a pas arrêté la broche par son interrupteur, au réarmement la broche démarre !!!.
Boitier:
Le boitier est réalisé en plaque de ‘Forex’ de 10 mm, avec un couvercle transparent en plexiglas de 4 mm. L’assemblage est fait par vis à aggloméré. Les faces latérales sont percées de trous φ10 mm pour la ventilation (ventilateur d’extraction sous le couvercle du boitier).
Equipement électrique:
- câble et embase 220V
- porte fusible et fusible 5A pour la partie 220V
- Prise 220V pour la broche
- Alimentation BT 220/12V – 20A
- porte fusible et fusible 16A
- ventilateur 12V
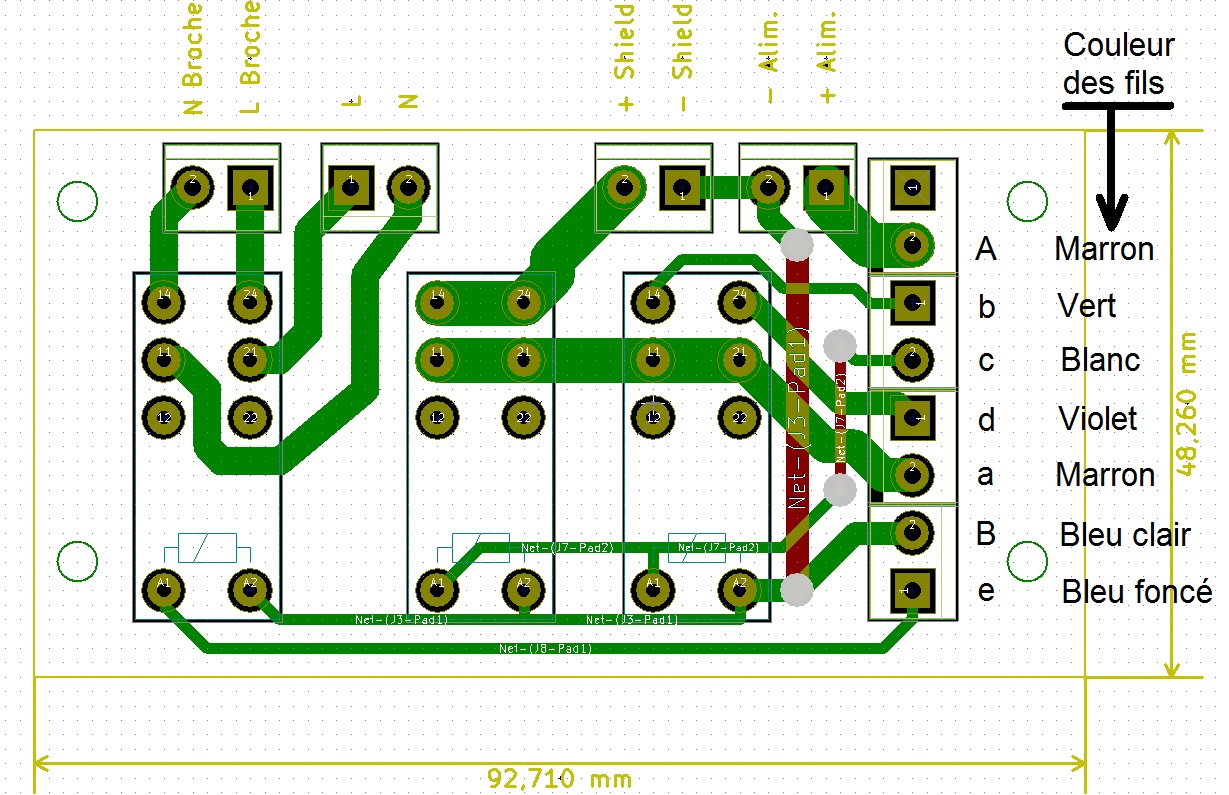
- Carte électronique avec 3 relais 12V- 10A et borniers de raccordement
- 2 poussoirs d’arrêt d’urgence (NF) et Marche/Réarmement (NO)
- 1 interrupteur 220V/10A pour la broche
- 1 led et résistance 1KΩ pour la présence 12V
- 2 douilles pour sortie 12V sur pupitre
- 1 connecteur verrouillable Jaeger BT 30A pour alimentation de la carte CNC
- Un circuit imprimé avec borniers de raccordement à vis supporte les relais.

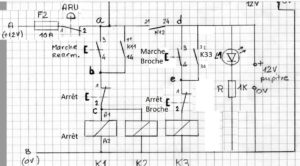
Fonctionnement:
L’appui sur le poussoir ‘Marche’ active le relais K1 et son contact d’auto-maintien k11 assure que le relais reste fermé au relâchement du poussoir et permet d’alimenter le relais K3. Celui-ci, lorsqu’il est enclenché par l’inter de broche, permet l’alimentation de la prise de celle-ci (contacts de K3).
Le 12V présent sur le pupitre peut être utilisé pour alimenter un détecteur de Zéro ou un tachymètre pour la fréquence de rotation de la broche (projet en cours).
L’appui sur le bouton d’arrêt d’urgence ouvre le circuit d’alimentation de K1 et K2 qui passent au repos désactivant K2 (le 12V) et K3 (le 220V).
Modification avec ARU traditionnel (à verrouillage); Il faut:
- insérer le contact NF de l’ARU entre le fusible F2 et le point « a » du schéma,
- placer un poussoir NF entre les points « b » et « c » du schéma: poussoir « Arrêt « à ajouter sur le pupitre.
Si on veut empêcher le redémarrage de la broche après un ARU, il faut:
- Le relais K3 doit être à 4 contacts (il faut modifier le PCB),
- remplacer l’inter ordinaire par un poussoir (contact NO): poussoir « Marche Broche »
- rajouter en parallèle entre « e » et « d » un contact d’auto-maintien de K3.
Alors il faudra appuyer sur le poussoir « Marche Broche » pour ré-alimenter la broche et « Arrêt » pour arrêter la broche et la CNC.
Ou, si vous préférez n’arrêter que la broche ajoutez un poussoir « Arrêt Broche » entre le point « e » et le relais.
Schémas complet (Schéma-2.jpg):
Cette solution n’avait pas été retenue pour cause de coût et de disponibilité de composants.
Tous les documents, plans et fichiers sous Kicad sont dans la Dropbox dans le dossier \Documentation\ CNC_Open-Maker-Machine\
Gaston pour « les Fabriqueurs » (gaston.etienne@free.fr)
Merci Gaston ! 🙂