
Essai d’usinage de polypropylène:
Il s’agit de faire une découpe dans une plaque d’épaisseur 1.5 mm (contour intérieur) sur une base de boite de DVD en laissant 4 attaches de hauteur totale:
Paramètres d’usinage:
- Fraise carbure type Alu 1 dent d = 3.17 mm (« cncfraises » – https://www.cncfraises.fr- Référence : FC1DA3008)
- Vitesse de coupe Vc = 300 m/min
- Fréquence rotation de la broche N= 31 000 t/min (mesurée au tachymètre)
- Avance par dent : fz = 0.025
- Profondeur de passe ap = 1.3 mm
- Vitesse d’avance = 500 mm/min
- Profondeur d’usinage = 2.5 mm
Résultat de l’usinage:

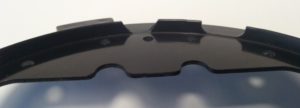
La coupe est très franche, les copeaux sont éjectés franchement, il n’y a pas de collage de la matière à l’outil ni fonte du matériau. La découpe est de très bonne qualité, seul un très léger ébavurage sur les arêtes de la pièce est nécessaire (? arêtes légèrement coupantes) après avoir coupé les attaches. Résultats identiques sur les deux pièces usinées.
Les paramètres de coupe semblent tout à fait convenir même sans lubrification.
Essai d’usinage de PMMA:
Il s’agit de faire une découpe dans une plaque d’épaisseur 2.5 mm (trous en poches, rainures en contours intérieurs , contour extérieur):
Paramètres d’usinage choisis :
- Fraise type Alu 1 dent d = 3.17 mm (« cncfraises » – https://www.cncfraises.fr- Référence : FC1DA3008)
- Vitesse de coupe Vc = 250 mm/min
- Fréquence rotation de la broche N= 31 000 t/min
- Avance par dent : fz = 0.025
- Vitesse d’avance = 600 mm/min
- Profondeur de passe 1.2 mm
Compte tenu du parallélisme approché du martyr, la profondeur d’usinage est de 4 mm
Pendant l’usinage, aspiration avec la sucette d’aspirateur ce qui peut créer un léger refroidissement au voisinage de la fraise (?).
Résultat de l’usinage:
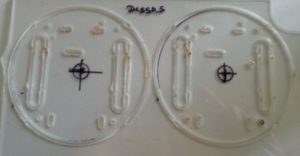
Les trous usinés comme des poches sont corrects, certaines petites poches ont des marques à la surface supérieure dues au collage du matériau à la fraise qui chauffe la pièce à la descente en plongée, en particulier après les attaches. les marques brunes sont dues à l’usinage du martyr dans la dernière passe et au mélange de la matière fondue avec les copeaux de bois.

Pour les deux contours intérieurs, même chose, mais entre deux attaches l’état de surface de la rainure est excellent et en surface tout à fait acceptable sur le bord du contour. Même chose pour le contour extérieur.


La pièce ébavurée:

Conclusions provisoires :
L’usinage est possible avec une fraise adaptée qui évacue les copeaux vers le haut (hélice importante); fraise type alu ou peut être mieux (?) fraise carbure 1 dent pour matière plastiques (plexiglas, pvc, forex, bois ..) avec coupe au centre (« cncfraises »).
Les conditions de coupe choisies pourraient être améliorées en augmentant la vitesse d’avance et peut être en pulvérisant un brouillard d’eau au voisinage de la fraise pour la refroidir ainsi que le matériau. Là où la vitesse d’avance est grande, l’état de surface est correct.
La pièce obtenue n’est certes pas une œuvre d’art, mais après découpe des attaches, ébavurage, quelques coups de limes fines et quelques modifications, c’est tout à fait acceptable même pour un regard critique (un lustrage lui donnerait un peu de … lustre!).
Essais à poursuivre en affinant les paramètres…
Tourne trop vite max 24 000 pour une fraise de dia 2,5, avance trop lente, ce serait bien mieux avec 1200 mm/mn, lubrification refroidissement indispensable quoiqu’en disent certains. Pmma extrudé : galère, donc choisir du coulé.
Vous l’aurez compris, il faut ABSOLUMENT éviter de chauffer la résine acrylique, bons essais
Vous devriez lire les autres articles sur essais effectués et voir les autres résultats.
Bonjour,
Pouvez-vous me dire le temps d’usinage total pour la piéce noire? Merci.