Paramètres modifiés, voir commentaire ci-après
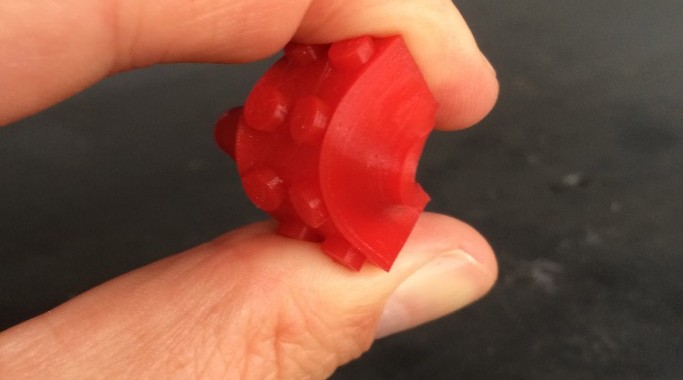
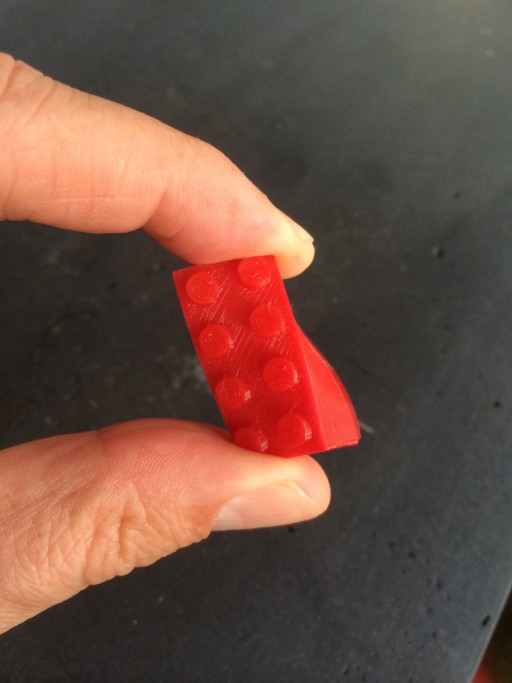
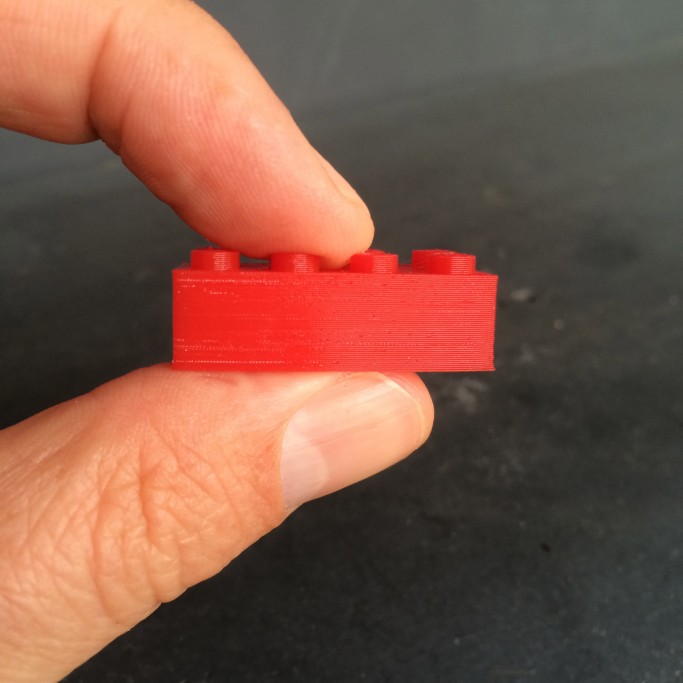
Tenté par les matériaux souples, j’ai effectué des tests d’impression en Ninjaflex sur la Makerbot Replicator 2, et voici le résultat de ces essais
Je m’en suis procuré sur ce site où il est possible d’en acheter 10 mètres seulement pour faire des tests avant d’acheter une bobine entière.
Démarrage
Tout d’abord, ça ne fonctionne pas avec le rouleau place à l’arrière à son endroit par défaut : les frottements dans le tube plastique qui canalise le filament vers l’extrudeur sont trop importants. Ça freine et le moteur n’arrive pas à tirer le filament.
J’ai donc posé la bobine à coté de l’imprimante avec 1 ou 2 mettre de filament libre et je ne passe pas dans le tube plastique.
Ensuite, le script de « Load » pour charger le filament à une vitesse un peu trop rapide : lorsque le fil sort de l’extrudeur, il ne faut pas insister, sinon on risque le « bourrage plastique ».
Entre deux impression, il faut parfois recharger le filament.
Impression
Enfin j’ai créé un profil d’impression. Il est publié sur Thingiverse
Je suis parti du profile « Makerbot PLA Standard » et j’ai modifié les paramètres suivants :
« rapidMoveFeedRateXY »: 90,
« retractDistance »: 15,
« retractRate »: 25,
« feedrate »: 10,
« temperature_disabled »: 230.0
Comme le plastique est élastique il a tendance à continuer a sortir de la buse même apres l’arret de l’impression.
J’ai donc jouer sur le « Retract » et mis une vitesse rapide lorsque je n’imprime pas.
Par contre j’ai utilisé une vitesse d’impression très basse (10mm/s). Mes essais à une vitesse plus rapide m’ont provoqué des « plastique jam » : le filament s’enroule autour de la poulie d’entrainement du filament dans l’extrudeur. Il faut alors démonter …
Avec ces paramètres le résultat est très propre.
Si vous avez trouvé de meilleurs réglages, faites m’en part !
Grégoire

Fabmanager chez Les Fabriqueurs
gregoire @ fabriqueurs.com
Pingback: Test du plastic souple | Gregoire Simonnet
Pingback: Test du plastique souple | Gregoire Simonnet
J’ai finalement passé le « retractDistance » à 0
En effet j’ai fini par comprendre que mes principaux « bourrages plastique » n’étaient pas du à un fil trop poussé dans l’extrudeur, mais survenaient lors du « retract » lorsque le filament est tiré rapidement en arrière. C’est à ce moment là qu’il est attrapé par la roue d’entrainement du filament et s’enroule autour jusqu’à se coincer.
J’ai alors pas mal de fils qui apparaissent lors des déplacement à vide, mais ceci se nettoie bien en tirant dessus.
Je peux aussi monter les vitesse d’impression à 30mm/s, vite appréciable pour des objets un peu gros.
Bonjour, et merci pour cet article. Petite question, utilisez-vous MakerWare? Car je ne vois pas où régler les paramêtre de vitesse de rétractation???
Merci par avance,
Oui, j’utilise Makerware en version 2.4.1.24
Il faut créer un nouveau profil (Create Profile). Ensuite on peut l’éditer (Edit Profile) : ceci ouvre un fichier texte dans lequel on peut changer les paramètres ….
Sous Windows, j’ai du associer Notepad comme éditeur des fichier .json pour que l’éditeur s’ouvre correctement.